Мощная точечная сварка своими руками. Описание процесса самостоятельной сборки точечной сварки. Кратко о точечной сварке
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.












Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.

Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.

При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.

Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.












Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.

Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.





















Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.

Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).

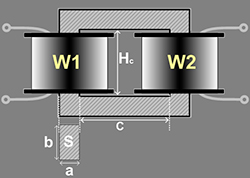
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.

Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.

Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.






Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.

Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.

Фото точечной сварки своими руками















![]()

Прибор точечной контактной сварки может пригодиться при сборке изделий из тонкого стального листа от 0,1 до 4 мм, для работ с металлом на СТО при рихтовке вмятин, сварке небольших деталей в гараже. Промышленные образцы устройств стоят не дешево, а вот собрать прибор контактной точечной сварки своими руками можно практически из подручных средств. Единственное, с чем придется повозиться, так это с поиском электрического трансформатора. В этом обзоре расскажем об устройстве и принципе действия прибора, схемах сборки аппарата, а также предложим несколько идей по созданию самодельного инструмента.
Читайте в статье:
Контактная точечная сварка – что это такое и где используется
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован. Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:


Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.

Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.

Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.

Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.
Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.
 Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах. - Стыковая контактная сварка.
Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.
 Схема машины стыковой контактной сварки
Схема машины стыковой контактной сварки - Конденсаторная сварка.
По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 – до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл.
 Самодельный аппарат конденсаторной сварки
Самодельный аппарат конденсаторной сварки
Изготовление своими руками контактной сварки из микроволновки
Многие мастера задаются вопросом как из микроволновки сделать сварочный аппарат. На самом деле, самое сложное в этом процессе – разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки из микроволновки:


Какие инструмент нужны для работы
Для работы нам потребуются следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из микроволновки. В зависимости от мощности инструмента можно использовать два или три.
- Толстый медный провод.
- Электроды (медные или покрытые сплавом меди), которые мы будем использовать в будущем вместо зажимов.
- Рычаг для ручного зажима.
- Основание для сварочного аппарата.
- Кабели и обмоточные материалы.
- Набор отверток и болгарка для вскрытия трансформатора.
Важно! Для бытового использования подходит электролитическая медь и ее смеси с маркировкой ЭВ.
Как подготовить к работе силовую часть установки – трансформатор
Трансформатор – сердце прибора. Самый простой способ добыть его – вынуть из старой, но еще работающей, микроволновки. Минимальная мощность устройства должна на выходе составлять 1 кВт. Такая мощность будет достаточной, чтобы сваривать контактным способом листы до 1 мм.

Для нас ценность имеет не сам трансформатор, а его магнитопровод и первичная обмотка. Вторичную обмотку необходимо аккуратно демонтировать.
Извлечение из микроволновки и создание трансформатора контактной сварки
Для того, чтобы переделать его под наши нужды, необходимо болгаркой аккуратно вскрыть по сварочному шву корпус и добраться до магнитопровода.

Далее начинаем процедуру обмотки вторичной обмотки. Чаще всего для этих целей используется многожильный провод с сечением не менее 100 мм 2. Достаточно сделать 2-3 витка,так как напряжение в этом виде сварки не велико. Важно, чтобы изоляция этого провода была термостойкой.

Объединение трансформаторов для получения аппарата большей мощности
Однако, бывают случаи, что мощности одного трансформатора недостаточно и приходится соединять несколько приборов последовательно. В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
Важно! Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электросети при тестовом включении прибора

Определение правильности последовательно присоединенных выводов
Для удобства работы одинаковые выводы провода обычно помечают. Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяем напряжение.

Если вольтметр показывает показания, равные по значению, но противоположные по знаку, то необходимо изменить последовательность присоединения вторичных обмоток трансформатора. При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
Как и из чего сделать электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию. Чем мельче размером обрабатываемая деталь, тем острее наконечник электрода.

По форме электроды могут быть прямые, изогнутые, с плоским наконечником или острым. Но чаще всего в практике используются электроды с конусовидными наконечниками. Для того, чтобы устройство не окислялось, электроды соединяют с рабочими проводами при помощи пайки. Однако, все равно в процессе работы они могут изнашиваться, поэтому их необходимо подтачивать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Прижимает обрабатываемые детали.
- Проводит токовый разряд.
- Отводит излишнее тепло.
Для правильного изготовления электродов обратимся к ГОСТу (14111-90), в котором уже оговорены все возможные диаметры данных элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и рабочие показатели, отступать от которых не рекомендуется.
Важно! Диаметр электрода должен быть больше или равен диаметру рабочего провода.
Из чего состоит и как работает цепь управления точечной контактной сварки
В сварочном аппарате очень важный параметр – время воздействия на металл. Для регулировки этого показателя используются следующие элементы:
- Электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт. Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (на схеме КН1) и резисторы (R1 и R2). Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый.
Для установки выключателя следует выбрать первичную обмотку, точнее, ее цепь. Дело в том, что цепь вторичной обмотки отличается слишком большим током, что может стать причиной дополнительного сопротивления и сварки контактов.

Также необходимо создать достаточную силу сжатия, которая обеспечивается рычагом. Чем длиннее будет ручка, тем сильнее давление между электродами. Не забывайте, что включать оборудование необходимо при сведенных контактах, иначе произойдет искрение и их подгорание.
Совет! Прижимной рычаг можно оснастить прочным резиновым кольцом. Он облегчит нагрузочное усилие, а резинка зафиксирует его.
Следите за тем, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на столе, так как усилие может привести к его падению и выходу из строя. Для самодельного сварочного аппарата, сделанного своими руками из микроволновки, необходимо предусмотреть систему охлаждения. Для этих целей может быть использован вентилятор для ПК.
Статья
В процессе соединения разных деталей из металла можно столкнуться с рядом трудностей. Многие пользователи хотят решить проблему самостоятельно. В таком случае самым оптимальным решением является контактная сварка своими руками. О том, что собой представляет такой вид сварки и при помощи какого оборудования она выполняется пойдет речь в этой статье.
Процесс любой контактной сварки основывается на использовании электрического тока. Он перемещается по всему участку соединения двух свариваемых деталей и , которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, шовную и рельефную.
Сварочный аппарат
Чтобы осуществить контактную сварку своими руками надо сконструировать специальный аппарат. Перед тем, как приступить к процессу изготовления устройства, надо ознакомиться с рядом требований, которые необходимо соблюдать в процессе работы. Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать: переносной или стационарный, а затем надо задать основные параметры прибора:
- напряжение в самом участке (зоне) сварки,
- ток (переменный или постоянный) и его сила,
- продолжительность сварочного импульса,
- число и размеры электродов.
Определяющим условием в том, как же сделать контактную сварку своими руками является простота сварочного аппарата. Он сконструирован из двух блоков: контактного и источника сварочного тока. В первом расположена непосредственно сама зона сварки. В ней металлы контактируют между собой, посредством электродов к ним поступает электрический импульс и в итоге они соединяются. Источник сварочного тока отвечает за то, чтобы этот импульс попал в зону сварки.
Схема представлена на рисунке 3.
 рис. 3
рис. 3 Конструктивные составляющие источника тока
Основу контактной сварки своими руками составляет электрическая схема с использованием конденсаторов. Импульс сварочного тока образуется за счет разряда конденсатора.
Импульс тока создается во вторичной обмотке трансформатора. К первичной обмотке трансформатора подключены конденсаторы С8-С9. Именно благодаря им образуется разряд, необходимый для получения импульса. Управление разрядом конденсаторов осуществляется в тиристорах Т1 и Т2. По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7.
Функционирование подобного конденсаторного источника осуществляется по следующему принципу. Когда основная цепь отключается, конденсаторы С8-С9 заряжаются от цепи трансформатора «Ток». В момент, когда система запускается, происходит их разрядка на вторичную обмотку выходного трансформатора Тр3. За контроль продолжительности импульса отвечают цепи Ru1-Ru2 R34 и C10. После того как цепь выключается – процесс повторяется.
Изготовление выходного трансформатора своими руками
Выходной трансформатор является очень важным и неотъемлемым звеном конструкции источника питания, поскольку от него зависит сила задаваемого тока. Чтобы обеспечить сварку требуемыми параметрами, наиболее оптимальным решением будет изготовление трансформатора самостоятельно. Первое, что необходимо сделать – это найти наборный сердечник. Можно позаимствовать эту деталь у любого силового аппарата. Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Обмотка первичного типа производится проводом ПЭВ (диаметр – 2,9 мм). Нужно намотать 20 витков. Сам сердечник надо обвить кабельной или трансформаторной бумагой. После чего, нужно намотать витки провода с натягом. Важно, как можно ровнее распределить витки по всей длине стойки сердечника. Сверху на провод нужно положить бумажную обмотку и зафиксировать тесьмой.
Вторичная намотка осуществляется на второй стойке сердечника. Она создается из самодельной шины плоского сечения, которая собирается из 14-16 небольших шинок из меди. Ширина общего сечения равняется 200 м². Нужно сделать два витка. Перед тем как накладывать на сердечник, шину нужно обернуть фторопластовой или изоляционной лентой. Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
Характеристики трансформатора |
|
Мощность | |
Напряжение обмоток | первичной – 220 В, вторичной – 15 В |
| Сварочный ток | |
Исходя из вышеописанного следует, что без трансформатора, функционирование аппарата для выполнения сварочных работ — невозможно, т.к. основные функции лежат на нем.
Устройство контактного блока
Самый простой вариант используется при стыковой сварке. В данном случае ток подается прямо на участки, подвергающиеся сварке. Другими словами, это означает, что окончания вторичной обмотки контактируют со свариваемыми металлами. Один конец – примыкает к одной заготовке, второй – к другой.
Для точечной сварки характерным является применение контактного блока с электродами. Подойдут конструкции с одним или двумя стержневыми электродами. Если использовать один электрод, ток будет попадать на одну из свариваемых деталей, а второй конец вторичной обмотки выходного трансформатора будет контактировать с электродом.
Совет! В процессе работы используйте пистолетный держатель электрода.
Процесс сборки аппарата
Сборка сварочного аппарата требует четкой последовательности выполнения действие. Процесс включает в себя несколько этапов.
В первую очередь, нужно уложить источник сварочного тока в металлический корпус. Электрическое плато собирается на текстолите. Затем его нужно поместить внутрь корпуса источника и вертикально зафиксировать в нем. После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.

Для того, чтобы сконструировать аппарат для контактной сварки своими руками, необходимо иметь в наличии все необходимые инструменты, среди которых: болгарка; электродрель; ножовка по металлу; метчик; напильник; зубило; молоток; отвертка; тиски; штангенциркуль; плоскогубцы; нож; ножницы; плашка.
Не забывайте, что контактная сварка, как и любой другой вид соединения деталей предполагает наличие некоторого опыта. Это важно, т.к. качество и надежность сварочного шва зависит от умений сварщика. Обязательным условием является соблюдение . Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.
Подводя итог, отметим, что контактная сварка своими руками – процесс непростой. Но если соблюдать технологию выполнения работы и подойди к ней со всей ответственностью и серьезностью, то результат не заставит себя ждать. Контактная сварка характеризуется широкой сферой применения. Ее можно использовать для соединения деталей металлических изделий, составляющих элементов автомобиля, а также для ремонта всевозможных устройств.
Сегодня трудно себе представить возведение и создание различных металлических конструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволила сварочному аппарату прочно занять свое место в арсенале любого строителя. Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может соответствовать определенным запросам и требованиям. Поэтому многие стараются сделать трансформатор для сварки самостоятельно. Изготовление самодельного сварочного трансформатора проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Для понимания всего процесса изготовления трансформатора для сварки своими руками необходимо разобраться в принципе его работы, который заключается в преобразовании напряжения 220 Вольт в более низкое напряжение до 80 Вольт. При этом сила тока возрастает с 1,5 Ампер до 160 - 200 Ампер, а в промышленных до 1000 Ампер. Эта зависимость для сварочного трансформатора еще называется понижающей вольтамперной характеристикой и является одной из основополагающих характеристик аппарата. Именно на основании этой зависимости построена вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также созданы различные модели сварочных аппаратов.
Виды самодельных трансформаторов для сварки
С момента открытия явления электрической дуги и создания первого сварочного аппарата прошло более двухсот лет. В течение всего этого времени сварочный трансформатор и способы сварки совершенствовались. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, различной сложности и принципа действия. Среди них наиболее популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и для дуговой.

Наибольшего распространения среди народных умельцев получили трансформаторы дуговой сварки. Причин такой популярности несколько. Во-первых, простая и надежная конструкция аппарата. Во-вторых, широкий диапазон применения. В-третьих, простота и мобильность. Но кроме описанных выше преимуществ, ручная дуговая сварка имеет ряд недостатков, среди которых основными являются низкий КПД и зависимость качества сварочного шва от навыка сварщика.
Ручная дуговая сварка чаще всего широко применяется для различных ремонтно-строительных работ, изготовления металлических конструкций и частей конструкций, сварки труб. С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
![]()
Конструкция таких трансформаторов довольно проста. Аппарат состоит из самого трансформатора, регулятора силы тока, держателя для электродов и зажима массы. Отдельно стоит выделить центральный элемент - трансформатор. Его конструкция может быть нескольких видов, но наиболее популярными являются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки медного или алюминиевого провода - первичная и вторичная. В зависимости от рабочих характеристик изменяется толщина провода на обмотках, а также количество витков.

Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличается от аппаратов дуговой сварки. Ключевое отличие заключается в способе сварки. Так если при дуговой сварке плавление происходит при помощи электрической дуги, возникающей между электродом и свариваемой поверхностью, то в контактной сварке выполняется точечный нагрев места сварки электричеством при помощи двух заточенных медных электродов и воздействием высокого давления для соединения. В результате металл заготовок в точке воздействия расплавляется и сливается.
Точечная сварка нашла широкое применение в автомобильной промышленности, в строительстве при создании каркаса из арматуры для ЖБ конструкций, сварки тонких листов из алюминия, нержавейки, меди и прочих металлов, требующих специальных условий для сварки.

Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это касается отсутствия наплавляемых электродов. Вместо этого используются заостренные медные контакты, между которыми располагаются свариваемые элементы. Во-вторых, трансформаторы в таких аппаратах менее мощные и выполнены с П-образным сердечником. В-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что для дуговой сварки совсем необязательно.
Но в независимости от того, планируете Вы делать трансформатор дуговой сварки или контактной, необходимо знать их рабочие характеристики. И понимать, за что отвечает каждая из них и как можно изменить ту или иную характеристику.

Работу сварочного трансформатора определяют его рабочие характеристики. Зная и понимая, за что отвечает та или иная характеристика, можно без особых проблем выполнить расчет сварочного трансформатора и собрать аппарат своими руками.
Напряжение сети и количество фаз
Эта характеристика указывает на напряжение сети, от которой будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда это может быть и 380 В. При выполнении расчетов и создании схемы этот параметр является одним из основных.
Номинальный сварочный ток трансформатора
Эта характеристика является основной для любого сварочного трансформатора. От величины номинального сварочного тока зависит возможность сварки и резки металлической заготовки. В самодельных и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более что чем выше этот показатель, тем выше вес самого трансформатора. К примеру в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес у таких аппаратов будет более 300 кг.
Пределы регулирования сварочного тока
При сварке металла различной толщины необходима определенная сила тока иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из потребности использования электродов определенного диаметра. Для самодельных сварочных аппаратов дуговой сварки пределы регулировки колеблются от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А до 1000 А и более.
Диаметр электрода
Чтобы сварить металл различной толщины, используя один и тот же аппарат дуговой сварки, приходится регулировать номинальный сварочный ток, а также использовать электроды различного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется низкая сила тока, а для более толстых - наоборот, большая. Тоже самое касается и толщины металла. В приведенной ниже таблице указаны сводные данные по диаметрам используемых электродов в зависимости от толщины металла и силы тока трансформатора.
Важно! Для трансформаторов контактной сварки диаметр электродов также важен. Но при этом используются два параметра - диаметр самого электрода и диаметр его конусовидной части.
Номинальное рабочее напряжение
Как мы уже знаем, сварочный трансформатор работает на понижение входящего напряжения до более низкого значения. Напряжения на выходе называется номинальным и не превышает 80 Вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 - 70 Вольт. Причем эта характеристика не регулируема и задается изначально. Трансформаторы для точечной сварки, в отличие от дуговых, имеют еще более низкое номинальное напряжение порядка 1,5 - 2 Вольта. Такие показатели вполне закономерны, учитывая связь между напряжением и силой тока. Чем выше должна быть сила тока, тем меньше напряжение.
Номинальный режим работы
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает на то, сколько времени можно работать беспрерывно и сколько необходимо давать ему остыть. У самодельных сварочных трансформаторов номинальный режим находится в переделах 30 %. То есть из 10 минут 3 можно варить беспрерывно и 7 минут оставлять на отдых.
Мощность потребляемая и выходная
По сути эти два показателя мало на что влияют. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора. Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Необходимо отметить, что при выполнении расчетов значение потребляемой мощности необходимо знать и учитывать.
Напряжение холостого хода
Этот показатель важен для дуговых сварочных трансформаторов. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами безопасности и не должно превышать 80 Вольт.
Схема сварочного трансформатора
Создавая трансформатор для сварки своими руками, не обойтись без его принципиальной схемы. По сути особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На приведенной ниже схеме изображен самый простой дуговой сварочный трансформатор.

Важно! Тем, кто плохо разбирается или совсем не разбирается в электрических схемах, следует вначале ознакомиться с ГОСТ 21.614 «Изображения условные графические электрооборудования и проводок в оригинале». И лишь затем переходить к созданию схемы для сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора совершенствовалась. Сегодня в самодельных аппаратах для сварки можно увидеть диодные мосты и различные регуляторы силы сварочного тока. На приведенной ниже схеме дугового сварочного трансформатора видно, как интегрирован в неё диодный мост.

Важно! Наибольшую популярность среди самодельных дуговых сварочных трансформаторов имеет тороидальный. Такой аппарат обладает прекрасными рабочими характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. Это касается в первую очередь высокого КПД и номинальной силы тока, что выгодно сказывается на общем весе аппарата.
В отличие от описанных выше, схема трансформатора для точечной сварки более сложная и может включать в себя конденсаторы, тиристоры и диоды. Такое наполнение позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.

Помимо приведенных схем сварочных аппаратов существуют и другие. Найти их не составит особого труда. Они размещены как в сети интернет, так и в различных журналах и книгах об электротехнике. Обзаведясь наиболее понравившейся схемой, можно приступать к расчетам и сборке сварочного трансформатора.
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора для сварки. Зная заранее, какими должны быть номинальная сила тока, напряжение на первичной и вторичной обмотках, а также другие параметры, выполняется расчет для обмоток, сердечника и сечения провода.
При выполнении расчетов трансформатора для сварки за основу берутся следующие данные:
- напряжение первичной обмотки U1. По сути, это напряжение сети, от которой будет работать трансформатор. Может быть 220 В или 380 В;
- номинальное напряжение вторичной обмотки U2. Напряжение электричества, которое должно быть после понижения входящего и не превышающее 80 В. Требуется для возбуждения дуги;
- номинальная сила тока вторичной обмотки I. Этот параметр выбирается из расчета, какими электродами будет вестись сварка и какой максимальной толщины металл можно будет сварить;
- площадь сечения сердечника Sс. От площади сердечника зависит надежность работы аппарата. Оптимальной считается площадь сечения от 45 до 55 см2;
- площадь окна So. Площадь окна сердечника выбирается из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода. Оптимальными считаются параметры от 80 до 110 см2;
- плотность тока в обмотке (A/мм2). Это довольно важный параметр, отвечающий за электропотери в обмотках трансформатора. Для самодельных сварочных трансформаторов этот показатель составляет 2,5 - 3 А.
В качестве примера расчетов возьмем следующие параметры для сварочного трансформатора: напряжение сети U1=220 В, напряжение вторичной обмотки U2=60 В, номинальная сила тока 180 А, площадь сечения сердечника Sс=45 см2, площадь окна So=100 см2, плотность тока в обмотке 3 А.
P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Важно! В данной формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа ПЛ, ШЛ 1,7.
Важно! Также как и в первой формуле, коэффициент 50 использован для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов он будет равен 35, а для сердечников типа ПЛ, ШЛ 40.
Теперь выполняем расчет максимальной силы тока на первичной обмотке по формуле: Imax = P/U = 6750/220 = 30,7 А. Осталось на основании полученных данных выполнить расчет витков.
Для расчета витков используем формулу Wх =Uх*K. Для вторичной обмотки это будет W2 = U2*K = 60*1,11 = 67 витков. Для первичной расчет выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, выполняется расчет ступеней регулирования силы тока. Это делается для вывода провода на определенном витке. Выполняется расчет по следующей формуле: W1ст = (220*W2)/Uст.
Uст - выходное напряжение вторичной обмотки.
W2 - витки вторичной обмотки.
W1ст - витки первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P/I. К примеру нам необходимо сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставив данные в формулу, получим U1ст1=75 В, U1ст2=67,5 В, U1ст3=52 В, U1ст4=42,2 В.
Полученные значения подставляем в форму расчета витков для ступеней регулировки и получаем W1ст1=197 витков, W1ст2=219 витков, W1ст3=284 витка, W1ст4=350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5 %, получим реальное количество витков - 385 витков.
Напоследок рассчитываем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой обмотки на плотность тока. В результате получим Sперв = 11 мм2 и Sвтор = 60 мм2.
Важно! Расчет трансформатора контактной сварки выполняется аналогичным образом. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки для таких трансформаторов порядка 2000 - 5000 А для маломощных и до 150000 А для мощных. В дополнение для таких трансформаторов регулировка делается до 8 ступеней с использованием конденсаторов и диодного моста.
Монтаж сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.

Работы начинаем с создания каркасов для обмоток . Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.

Собрав каркасы для обмоток, изолируем их термостойкой изоляцией . После чего начинаем мотать обмотки.


Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Важно! Прежде чем установить и закрепить болты на концах проводов, протягиваем последние сквозь дополнительные отверстия, прорезанные в верхней пластине каркаса из текстолита.


Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора . Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.

По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
![]()
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
Машина контактной сварки не только проста при эксплуатации, но ее еще несложно изготовить. Главное, что необязательно владеть навыками данной работы. В том, как сделать самодельную контактную сварку своими руками и из доступных устройств, разберется даже новичок. Что такое контактное соединение?
Виды контактной сварки:
- точечная;
- рельефная;
- стыковая и шовная.
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Автоматическая контактная сварка, сделанная в бытовых условиях, при соблюдении всех параметров учитывает требования к качеству. Чтобы упросить задачу рекомендуется выбирать переменный ток. В этом случае продолжительность воздействия позволит выполнить качественные швы, при этом временной промежуток будет увеличен. В таких устройствах имеется реле, обеспечивающее регулирование времени.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.
Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра. Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах.
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Сварщик контактной сварки может варить все разновидности материалов в соответствии с видами аттестации. Вакансии всегда предусматривают первоначальное обучение. Дуговая сварка выполняет соединения более массивных конструкций.
Самостоятельное изготовление
Машины контактно – стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Автоматизация процесса выполняется при использовании всех составляющих. Сварщик контактной сварки должен обладать определенными навыками при соединении швом или местами. Вакансии этой специальности часто можно найти в интернете.
Чертежи


Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
- выносными;
- стационарными.
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Клещи для контактной сварки производятся с заданным параметром вылета электродов в виде точек, который тоже немаловажен, от него зависит расстояние от кромки до места соединения деталей. Электроды изготавливаются из меди или бериллиевой бронзы. Также сварочные клещи можно изготовить из рабочей части паяльников. Это удобно при соединении полиэтиленовых труб.
Сварщик на машинах контактной сварки обязательно должен быть аттестован, но если он работает на производстве. Выполнение точечной сварки своими руками несложное занятие, как и дуговая сварка. В бытовых условиях может справиться каждый.
Выполнение работ
Дуговая сварка не подойдет для заваривания отдельных точек.
Перед выполнением работ необходима заточка электродов для контактной сварки, это знает каждый сварщик на машинах контактной сварки.
Контактная стыковая сварка оплавлением производится следующим образом:
- Устанавливаются детали между электродами.
- Под действием прижимного усилия создается сила трения между электродом и поверхностью.
- Выставляется максимальный зазор перед подачей напряжения. В процессе протекания тока создается контактное сопротивление.
- Подается напряжение и электрод перемещается, захватывая стыки, образовывая шов.
Соединение алюминиевых конструкций выполняется с помощью стыковой контактной сварки. Контактная сварка алюминия бывает шовная и точечная. Сварщик на машинах контактной сварки может иметь такую же квалификацию, как и при работе на инверторах. Электродуговая считается наиболее опаснее.
Контроль качества швов осуществляется государственного норматива. Стандарт – это ГОСТ 14098, на который ориентируются работники ОТК и на основании лабораторного испытания.
Об оборудовании
Общемашиностроительные нормативы времени на контактную сварку необходимы для выполнения производственных задач в заданный промежуток времени. Для нужд производства приобретается оборудование, например, контактная сварка tecna, формирующая соединения в виде точек.
ООО “ПФ Контактная сварка” выпускает, ремонтирует и дооснащает инверторные агрегаты. План предприятий, направленный на выпуск продукции в машиностроении, должен осуществляться при наличии современных устройств.
Многоточечные машины контактной сварки, в том числе их технология по принципу сварки сетки и стержней в неподвижном состоянии. Роликовая сварка этими машинами объединяет способы выполнения работ как прерывистым, так и непрерывным шагом.
Контактная точечная сварка, сделанная своими руками, нужна для выполнения ремонта изделий из тонкого металла, полиэтилена, в том числе полиэтиленовых труб, осуществляемая встык.
Сегодня представлено в продажу 91 сварочных агрегатов для контактной точечной сварки. Машина контактной точечной сварки МТ 1928 ЛМ предприятием ООО ПФ контактная сварка, изготовлена на основе полупроводников и на конденсаторах в состав комплекта входят:
- регулятор контактной сварки РКС 502 или регулятор контактной сварки РКС 801;
- клещи контактной сварки foxweld ктр 8 3097;
- на обмотку устанавливается контроллер pic16f628.
Машиной выполняются одноточечные соединения, также возможно соединение полиэтиленовых труб. Контактной сварки МТ достаточно для сварки арматуры.
С помощью этого агрегата выполняется контактно стыковая сварка проволоки.
Видео: точечная сварка своими руками (споттер).
Аппарат Акс 2М применяется для сварки медных и цветных сплавов, выполняется точечная сварка аккумуляторов. Сварка для аккумуляторов своими руками несложная по технологии.
Аппарат точечной сварки sunkko применяется для сборки батареи элементов. Sunkko 709a не перегревает металлическую пластинку при выполнении операций, что может произойти при запаивании изделий. Выпускается в комплекте с паяльником, а при работе используется никель. Шовная работа выполняется для полиэтиленовых труб встык на магистралях трубопроводов, а также можно соединить пластиковые изделия.
Профессиональный сварщик контактной сварки получает специальность в учебном заведении. Вакансии электрогазосварщиков, в том числе и сварщик на машинах контактной сварки или сварщик контактной сварки, всегда открыты на предприятиях.